

Titanium Anodes: The Key to Efficient and Green Production in the Chlor-Alkali Industry
Titanium Anodes: The Key to Efficient and Green Production in the Chlor-Alkali Industry
As the global chlor-alkali industry continues to advance toward higher efficiency and environmental sustainability, titanium anodes—particularly ruthenium-iridium coated titanium anodes—have become indispensable core components in electrolysis processes. They not only significantly enhance electrolysis efficiency and product purity but also greatly reduce production costs and environmental impact through exceptional corrosion resistance and long-life design.
Why Choose Ru-Ir Coated Titanium Anodes for the Chlor-Alkali Industry?
Compared to traditional graphite anodes or early-generation metal anodes, Ru-Ir coated titanium anodes offer the following revolutionary advantages:
• Extremely Low Chlorine Evolution Potential: Under standard test conditions, the chlorine evolution potential is ≤1.13V, significantly reducing energy consumption and directly lowering electricity costs.
• Excellent Electrocatalytic Activity and Stability: The coating features a nanostructure with strong adhesion, maintaining high efficiency and stable electrochemical performance even at high current densities of ≤8000 A/m².
• Outstanding Corrosion Resistance: Using industrial pure titanium (Gr1/Gr2) as the substrate and a RuO₂-IrO₂-TiO₂ ternary coating system, it ensures long-term operation in harsh electrolytic environments with high temperatures and high chloride ion concentrations.
• Long Service Life Design: Under normal operating conditions, the service life can reach 5-8 years, with a polarization rate of ≤30mV and gradual decay, reducing the frequency of shutdowns and replacements.
• Customization Available: Flexible customization of dimensions, shapes, and connection methods is offered based on electrolyzer type, process conditions, and production capacity requirements.
Core Product Parameters (Reference)
Item Parameters / Description
Substrate Industrial Pure Titanium (Gr1 / Gr2)
Active Coating RuO₂ - IrO₂ - TiO₂ Ternary Composite Coating
Operating Current Density ≤ 8000 A/m²
Chlorine Evolution Potential ≤ 1.13 V (vs. SCE, standard test conditions)
Polarization Rate ≤ 30 mV
Design Service Life 5 – 8 years (depending on actual operating conditions)
Application Areas
1. Brine Electrolysis for Chlor-Alkali Production
Used in the industrial production of chlorine, sodium hydroxide, and hydrogen, serving as the core anode material for ion-exchange membrane and diaphragm electrolyzers.
2. Electrochemical Treatment of Industrial Wastewater
Utilizes active chlorine and oxidizing substances generated during electrolysis to efficiently degrade organic pollutants. Suitable for pretreatment or advanced treatment of high-concentration organic wastewater in industries such as chemicals, pharmaceuticals, and textiles.
3. On-Site Chlorine Generation from Seawater/Brine (Electrochlorination)
Applied for sterilization and algae control in circulating cooling water systems in power plants, petrochemical facilities, and ships, as well as for disinfection in municipal wastewater and swimming pool water treatment.
4. Saline Wastewater Treatment and Resource Recovery
Combines electrolytic oxidation and reduction processes to convert chloride ions in wastewater into hypochlorite disinfectants while simultaneously removing pollutants such as ammonia nitrogen and COD.
We Offer Not Just Anodes, but Complete Solutions
At BAOJI NINGHAO INDUSTRY AND TRADE CO., LTD., we possess a complete production line and quality inspection system for titanium anodes, providing:
• Technical Matching and Selection Support: Recommends the most suitable anode model and coating formulation based on your electrolyzer structure, medium composition, and process objectives.
• Customized Production: Offers various structural designs, including mesh, plate, and tubular forms, and can supply matching titanium cathode meshes and other internal components for electrolyzers.
• Service Life Optimization Solutions: Helps extend the actual service life of anodes and improve lifecycle economics through coating process optimization and operational maintenance guidance.
• On-Site Technical Support and After-Sales Tracking: Assists with installation and commissioning, regularly monitors operational data, and ensures long-term stable system performance.
As the chlor-alkali industry continues to demand higher energy efficiency, safety, and environmental compliance, high-performance coated titanium anodes will remain critical. We are committed to providing more efficient, durable, and environmentally friendly electrode solutions through material innovation and process optimization, jointly driving the sustainable development of the chlor-alkali industry.
Contact us at sales02@nh-ti.com for product catalogs, technical consultations, or sample testing support.
References
1. “Ru-Ir Coated Titanium Anode for Chlor-alkali Industry,” Journal of Applied Electrochemistry, 2023.
2. “Energy-saving Effect of DSA®-type Anodes in Membrane Chlor-alkali Process,” Industrial & Engineering Chemistry Research, 2022.
3. “Nanostructured RuO₂-IrO₂-TiO₂ Coating for Enhanced Chlorine Evolution,” Electrochimica Acta, 2021.
4. “Long-term Performance of Coated Titanium Anodes in Brine Electrolysis,” Corrosion Science, 2022.
5. “Environmental Applications of Electrochlorination Technology,” Water Environment Research, 2023.
YOU MAY LIKE
_1755236680230.webp) VIEW MOREMMO Deep well anode
VIEW MOREMMO Deep well anode_1768204149266.webp) VIEW MOREelectroplating titanium anode
VIEW MOREelectroplating titanium anode VIEW MOREanodizing titanium cathode
VIEW MOREanodizing titanium cathode_1755236889736.webp) VIEW MOREtitanium mmo anode
VIEW MOREtitanium mmo anode_1755237629439.webp) VIEW MORETitanium Anode for Nickel Electrowinning Cell
VIEW MORETitanium Anode for Nickel Electrowinning Cell_1767952459687.webp) VIEW MOREMMO coating titanium mesh
VIEW MOREMMO coating titanium mesh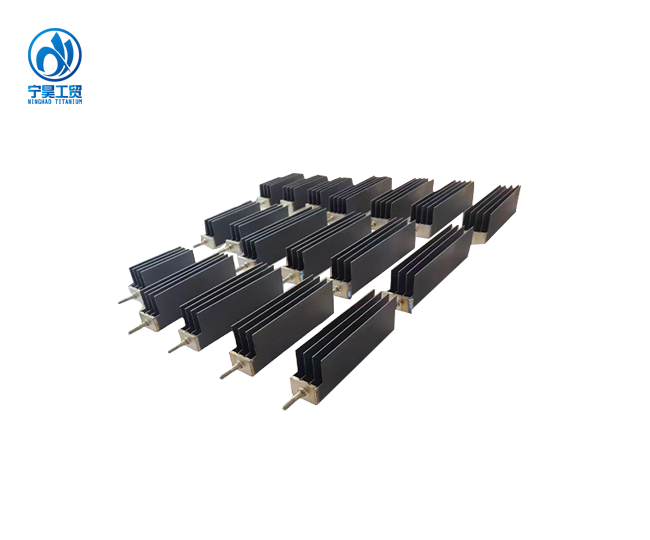 VIEW MORESelf clean salt chlorine generator for pool
VIEW MORESelf clean salt chlorine generator for pool_1768466869877.webp) VIEW MOREMMO Titanium Electrode for Electrochemical OxidationWastewater Treatment
VIEW MOREMMO Titanium Electrode for Electrochemical OxidationWastewater Treatment
